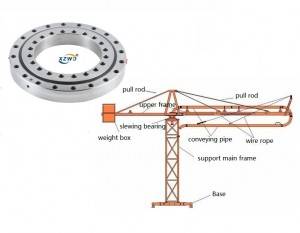
4 წერტილიანი კუთხური კონტაქტის ბურთის მბრუნავი მაგიდის მოსახვევი რგოლი





Theმბრუნავი საკისარიინდუსტრია არის კაპიტალის ინტენსიური და ტექნოლოგიური ინდუსტრია.წლების განვითარების შემდეგ, Xuzhouმბრუნავი საკისარიინდუსტრიამ თავდაპირველად ჩამოაყალიბა შედარებით სრულყოფილი ინდუსტრიის სტანდარტები.კვლევა და
საყრდენი ტარების კომპანიების განვითარების შესაძლებლობები მნიშვნელოვნად გაუმჯობესდა, მაგრამ განვითარებულ ქვეყნებთან შედარებით, ისინი ავითარებენ და აწარმოებენ ტექნოლოგიების განვითარებას, დამუშავების აღჭურვილობას და ტესტირების ინსტრუმენტებს.Არიან, იმყოფებიან
ჯერ კიდევ არის გარკვეული ხარვეზები ასეთ ასპექტებში.
მაღალი კლასის ბაზარზე თავისი წილის გასაფართოებლად, Xuzhou-ს შედარებით ძლიერი საყრდენი ტარების მწარმოებლები კაპიტალით და ტექნიკური სიძლიერით მუდმივად ზრდიან ინვესტიციებს R&D-ში.მაგალითად, სლევინგიRing ავითარებს ინდუსტრიის სტანდარტებს 2011 წლიდან. უფრო მკაცრი კორპორატიული შიდა სტანდარტები, რათა უზრუნველყოფილი იყოს საყრდენი ტარების გეომეტრიის შემდგომი გაუმჯობესება;გამაგრებული ფენის სიღრმე გაიზარდა;იზრდება სახვევი რგოლის მომსახურების ვადა;გაძლიერებულია ანტიკოროზიული მასალების კვლევა და განვითარება;და მოძრავი რგოლის გამოყენება ხელს უწყობს;აღჭურვილობის განვითარება, კომპიუტერული სიმულაციური ტექნოლოგიის გამოყენება
მოძრავი რგოლის ტარების სიმძლავრის ეფექტური დადასტურება, პროდუქტის სტრუქტურა ოპტიმიზაციის დიზაინის ზომაში.ამავდროულად, Xuzhou slewing ტარების ბევრმა საწარმომ ასევე დაიწყო ყურადღების მიქცევა საყრდენი რგოლის ძირითადი ტექნოლოგიისა და მასთან დაკავშირებული ტექნოლოგიების კვლევასა და გამოყენებაზე.
უნდა ითქვას, რომ ბოლო წლებში xuzhou slewing bearing სწრაფად განვითარდა და საკისრების ხარისხი მაღალია.ამავდროულად, კომპანიის საოპერაციო სიმძლავრისა და წარმოების ეფექტურობის მუდმივ გაუმჯობესებასთან ერთად, Xuzhou slewing bearings ყოველთვის ინარჩუნებდა კონკურენტულ უპირატესობას შიდა ბაზარზე შიდა ბაზარზე.
ბევრმა მომხმარებელმა არ იცოდა საკმარისად მბრუნავი რგოლის დაყენების შესახებ, რაც ხშირად იწვევს სახვევის არასწორ მუშაობას ინსტალაციის შეცდომების ან უზუსტობების გამო, როგორიცაა მოუქნელი ბრუნვა, არანორმალური ხმა და ა.შ. და საკისრები ისე, რომ ყველამ შეამციროს პრობლემები და შეცდომები სახვევის რგოლების დაყენებისას.

უპირველეს ყოვლისა, სახვევის რგოლის დამონტაჟებამდე აუცილებელია ძირითადი აპარატის სამონტაჟო ზედაპირის შემოწმება.აუცილებელია, რომ დამხმარე წევრს ჰქონდეს საკმარისი სიმტკიცე, დამაკავშირებელი ზედაპირი უნდა იყოს დამუშავებული, ხოლო ზედაპირი უნდა იყოს გლუვი და თავისუფალი ნამსხვრევებისა და ბურღულებისგან.მათთვის, ვისი დამუშავებაც შეუძლებელია საჭირო სიბრტყის მისაღწევად, სპეციალური პლასტმასები მაღალი ინექციის სიმტკიცით შეიძლება გამოვიყენოთ შემავსებლებად სამონტაჟო სიბრტყის სიზუსტის უზრუნველსაყოფად და ვიბრაციის შესამცირებლად.საბრუნავი საკისრის რგოლს აქვს გამაგრებული რბილი ზონა, რომელიც მონიშნულია ბორბლის ბოლო სახეზე S-ით.ინსტალაციისას მოქნილი ლენტი უნდა განთავსდეს არადამტვირთველ ზონაში ან არადატვირთულ ზონაში.
მორეციდივე ზონა (სანთის ხვრელი ყოველთვის მდებარეობს რბილ ზონაში. ).
მეორეც, სახვევის რგოლის დაყენებისას, ჯერ უნდა განხორციელდეს რადიალური პოზიციონირება, ჯვარედინად გამკაცრდეს სამონტაჟო ჭანჭიკები და შეამოწმოთ საკისრის ბრუნვა.გლუვი ტარების გადაცემის უზრუნველსაყოფად, გადაცემათა კოლოფი უნდა შემოწმდეს სამონტაჟო ჭანჭიკების გამკაცრებამდე.ჭანჭიკის დაჭიმვისას უნდა არსებობდეს საკმარისი წინადაჭიმვის ძალა, ხოლო წინასწარი დაჭიმვის ძალა უნდა იყოს ჭანჭიკის მასალის მოსავლიანობის ლიმიტის 70%.სამონტაჟო ჭანჭიკები აღჭურვილი უნდა იყოს ბრტყელი საყელურებით.აკრძალულია ზამბარის სარეცხი საშუალებების გამოყენება.საყრდენი საკისრის დამონტაჟების დასრულების შემდეგ, იგი ექსპლუატაციაში შედის.100 საათის უწყვეტი მუშაობის შემდეგ, საჭიროა სრულად შემოწმდეს, აკმაყოფილებს თუ არა სამონტაჟო ჭანჭიკის წინასწარი დაჭიმვის მომენტი მოთხოვნებს.ზემოაღნიშნული შემოწმება მეორდება უწყვეტი მუშაობის 500 საათში ერთხელ.
მესამე, სახვევი რგოლი დამონტაჟების შემდეგ უნდა ივსებოდეს შესაბამისი რაოდენობის ცხიმით და უნდა იყოს შევსებული გვერდითი საკისრებით ისე, რომ ცხიმი თანაბრად გადანაწილდეს.გარკვეული პერიოდის შემდეგ სამუშაო დრო, slewing ბეჭედისაკისარი აუცილებლად დაკარგავს ცხიმის ნაწილს.ამიტომ, ბორბლიანი საკისარი უნდა შეივსოს 50-დან 100 საათამდე ერთხელ ნორმალურ მუშაობაში.მბრუნავი საკისრებისთვის, რომლებიც მუშაობენ მაღალ ტემპერატურაზე ან მტვრიან გარემოშიპირობებში, საპოხი ცხიმის დამატების ვადა უნდა იყოს სათანადოდ მოკლე.როდესაც მანქანა უნდა დაიხუროს შესანახად, ის ასევე უნდა იყოს სავსე საკმარისი ცხიმით.

4. ტრანსპორტირების პროცესში საკისრები უნდა განთავსდეს მანქანებზე ჰორიზონტალურად.უნდა იქნას მიღებული ზომები სრიალის თავიდან ასაცილებლად და ვიბრაციის თავიდან ასაცილებლად.საჭიროების შემთხვევაში, დაამატეთ დამხმარე საყრდენები.
5. საკისრები უნდა განთავსდეს ჰორიზონტალურად მშრალ, ვენტილირებადი და ბრტყელ ადგილზე.შენახვა უნდა იყოს იზოლირებული ქიმიკატებისა და სხვა კოროზიული მასალებისგან.თუ საჭიროა საკისრების რამდენიმე ნაკრები დაწყობა და დაწყობა, სამი ან მეტი თანაბარისიმაღლის ხის სპაიზერები უნდა განთავსდეს ერთნაირად წრეწირის მიმართულებით თითოეულ კომპლექტს შორის, ხოლო ზედა და ქვედა სპაზერები უნდა განთავსდეს იმავე მდგომარეობაში.საკისრები, რომლებიც უნდა გაგრძელდეს ჟანგგამძლეობის მიღმა შენახვაპერიოდი კვლავ უნდა გაიწმინდოს და ჟანგგაუმტარი იყოს.
1. ჩვენი წარმოების სტანდარტი არის მანქანების სტანდარტის JB/T2300-2011 მიხედვით, ჩვენ ასევე აღმოვაჩინეთ ISO 9001:2015 და GB/T19001-2008 ხარისხის მართვის ეფექტური სისტემები (QMS).
2. ჩვენ თავს ვუთმობთ მორგებული საყრდენი ტარების კვლევას და განვითარებას მაღალი სიზუსტით, სპეციალური დანიშნულებითა და მოთხოვნებით.
3. უხვი ნედლეულით და წარმოების მაღალი ეფექტურობით, კომპანიას შეუძლია რაც შეიძლება სწრაფად მიაწოდოს პროდუქცია მომხმარებელს და შეამციროს მომხმარებლების პროდუქციის მოლოდინის დრო.
4. ჩვენი შიდა ხარისხის კონტროლი მოიცავს პირველ შემოწმებას, ურთიერთდათვალიერებას, პროცესის ხარისხის კონტროლს და სინჯის შემოწმებას პროდუქტის ხარისხის უზრუნველსაყოფად.კომპანიას აქვს სრული ტესტირების აღჭურვილობა და მოწინავე ტესტირების მეთოდი.
5. გაყიდვების შემდგომი მომსახურეობის ძლიერი გუნდი, მომხმარებელთა პრობლემების დროულად გადაჭრა, მომხმარებლების მრავალფეროვანი სერვისების მიწოდება.